誠信立業(yè)??品質為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

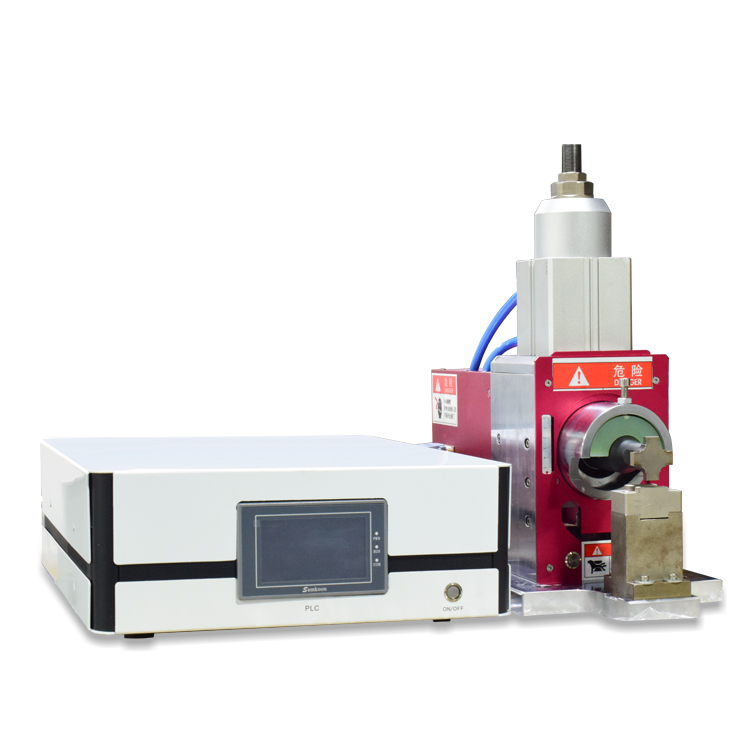
隧道防水土工膜超聲波焊接
超聲波塑料焊接原理:超聲波作用于熱塑性的塑料接觸面時,會產(chǎn)生每秒幾萬次的高頻振動,這種達到一定振幅的高頻振動,通過上焊件把超聲能量傳送到焊區(qū),由于焊區(qū)即兩個焊接的交界面處聲阻大,因此會產(chǎn)生局部高溫���。又由于塑料導熱性差,一時還不能及時散發(fā),聚集在焊區(qū),致使兩個塑料的接觸面迅速熔化,加上一定壓力后,使其融合成一體��。當超聲波停止作用后,讓壓力持續(xù)幾秒鐘,使其凝固成型,這樣就形成一個堅固的分子鏈,達到焊接的目的,焊接強度能接近于原材料強度���。超聲波塑料焊接的好壞取決于換能器焊頭的振幅,所加壓力及焊接時間等三個因素,焊接時間和焊頭壓力是可以調節(jié)的,振幅由換能器和變幅桿決定。這三個量相互作用有個適宜值,能量超過適宜值時,塑料的熔解量就大,焊接物易變形;若能量小,則不易焊牢,所加的壓力也不能太大����。這個最佳壓力是焊接部分的透長與邊緣每1mm的最佳壓力之積。
超聲波焊接熱塑性塑料焊接注意事項:舌榫的設計要保證在焊接周期中對位方便�����。焊線設計纖細,但必須有足夠的可熔化材料令焊接面熔合�����。具體設計方式要視其應用在焊接何種工件設備中��。焊接壓力,振幅等參數(shù)可調,保證焊頭能接觸到焊接面并施壓,下工件為接受壓力部分,置于底模中不動����。焊頭因產(chǎn)生超聲波高頻,令上工件生熱震動,因而能與下工件熔合,焊頭停止震動后,壓力保持,令熔解位置冷卻成型��。整個焊接時間大多為少于一秒���。
超聲波塑料焊接優(yōu)點:焊接速度快,焊接強度高、密封性好;取代傳統(tǒng)的焊接/黏接工藝,成本低廉,清潔無污染且不會損傷工件;焊接過程穩(wěn)定,所有焊接參數(shù)均可通過軟件系統(tǒng)進行跟蹤監(jiān)控,一旦發(fā)現(xiàn)故障很容易進行排除和維護���。
超聲波焊接缺點:當焊接工件的厚度及硬度提高時,焊接所需功率呈指數(shù)增大,因而增加了超聲波焊機的制造成本���。當所需功率過大時,聲學系統(tǒng)的設計制造和工藝效果都會產(chǎn)生一系列較難解決的問題,因此,當前主要限于絲、箔����、片等較細較薄的工件焊接。當前超聲波焊接系統(tǒng)的接頭形式僅限于搭接,且受工具頭的限制,工件只能在焊接系統(tǒng)允許的尺寸范圍內伸入,焊接的接頭形式和尺寸范圍局限性較大��。當前對于超聲波焊接的質量檢測較為困難,一般的檢測方法難以在生產(chǎn)過程中進行實時監(jiān)控,無損檢測的方法尚未達到普及狀態(tài)��。
超聲波焊接可用于隧道防水土工膜的錨固,在立墻或隧道壁上錨固土工膜時,先將錨固墊釘在立墻或隧道壁上,然后將土工膜壓靠在錨固墊上,熱塑性塑料在超聲波振動作用下,由于表面分子間摩擦生熱而使兩塊塑料熔接在一起,此法被稱為無損錨固�����。